CJP Need For Weld: Why Complete Joint Penetration Is Non-Negotiable In Critical Fabrication
Have you ever looked at a welding symbol on a blueprint and wondered what those cryptic letters and numbers really mean? Among them, CJP stands out as one of the most critical—and often misunderstood—designations in the welding world. The "CJP need for weld" isn't just a technical footnote; it's a fundamental requirement that separates safe, durable structures from potential catastrophic failures. Whether you're a seasoned welding engineer, a fabrication shop manager, or a project stakeholder, understanding when and why Complete Joint Penetration (CJP) is mandated is essential for integrity, compliance, and long-term success. This guide dives deep into the heart of CJP welding, exploring its technical demands, real-world applications, and the severe consequences of ignoring its necessity.
In today's competitive manufacturing and construction landscape, the temptation to cut corners on weld quality can be high, especially under tight deadlines or budget constraints. However, the CJP need for weld arises from the immutable laws of physics and material science. A weld that doesn't achieve full penetration through the thickness of the materials it joins leaves a hidden, latent flaw—a seam of unmelted base metal that acts as a pre-existing crack. Under stress, cyclic loading, or corrosive environments, this flaw becomes the initiation point for failure. This article will transform you from someone who merely sees a welding symbol to a professional who understands the profound engineering principles behind it, ensuring your next project is built on a foundation of true strength and reliability.
What Exactly is CJP Welding? Demystifying Complete Joint Penetration
The Core Definition: More Than Just "Deep"
Complete Joint Penetration (CJP) is a specific welding condition where the weld metal fully penetrates the entire thickness of the joint being welded. This means the molten filler metal fuses completely through the root of the joint and bonds with the opposing face, leaving no unmelted base metal within the welded thickness. It is the highest standard of weld penetration and is visually confirmed by a continuous, uniform weld bead on both the front (face) and back (root) sides of the joint, assuming a single-sided weld is performed. For a double-sided weld, the requirement is that the sum of the penetration from both sides equals the full material thickness.
The distinction between CJP and Partial Joint Penetration (PJP) is not merely academic. A PJP weld intentionally leaves a portion of the base metal at the root unmelted. While this is acceptable and often specified for non-critical, statically loaded joints where the design strength is based on the effective throat of the weld rather than the full base metal thickness, it creates a geometric discontinuity. The CJP need for weld is triggered when the design requires the weld to develop the full tensile strength of the base material itself. In essence, a CJP weld, when properly executed and inspected, should have a strength equal to or greater than the base metal it joins.
Visual Identification and Weld Symbols
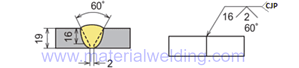
On engineering drawings, the requirement for a CJP weld is universally indicated by placing the letter "CJP" inside the tail of the welding symbol. If a specific contour symbol (like a groove shape) is also used, "CJP" modifies it. For example, a V-groove with "CJP" specified means the welder must achieve full penetration through that V-groove preparation. This is distinct from a PJP specification, which might simply use the groove symbol alone or sometimes note "PJP." Understanding this symbology is the first step in recognizing the CJP need for weld on any project documentation. Misinterpreting this symbol can lead to under-welding, which is one of the most common and dangerous fabrication errors.
The Engineering Imperative: When is the CJP Need for Weld Absolute?
Load Types and Stress Conditions
The primary driver for specifying a CJP weld is the type of loading the joint will experience. Dynamic or cyclic loading—such as the constant stress cycles on a bridge, the vibration in heavy machinery, or the pressure fluctuations in a pipeline—demands the utmost flaw tolerance. A PJP weld with its inherent root discontinuity is a perfect stress concentrator. Under repeated loading, even stresses well below the yield strength can cause a fatigue crack to initiate and grow at that unmelted root interface. CJP welds, being continuous and homogeneous, offer vastly superior fatigue resistance.
Furthermore, primary containment pressure boundaries almost universally require CJP. This includes pressure vessels, boilers, and nuclear reactor components. The ASME Boiler and Pressure Vessel Code (BPVC) is explicit: for many pressure-retaining joints, especially those involving butt welds in thicker sections, CJP is mandatory to ensure the vessel can contain its design pressure without leaking or rupturing. The CJP need for weld here is non-negotiable and codified. Similarly, critical structural connections in seismic zones, such as those in moment-resisting steel frames of buildings, often specify CJP to ensure ductile, predictable behavior during an earthquake, preventing brittle fracture.
Material Thickness and Joint Geometry
Material thickness is a direct factor in the CJP need for weld. Generally, as plate thickness increases, the likelihood of achieving reliable, sound full penetration with a single pass diminishes. For thicker materials (often defined as greater than 1/4 inch or 6mm, but dependent on code and process), a CJP weld typically requires a welding procedure specification (WPS) that details multiple passes (root, filler, cap) with specific techniques, interpass temperature control, and often preheating. The joint design itself—like a V-groove, J-groove, or U-groove—is engineered to provide accessible root gap and adequate bevel angles to allow the welder to achieve and verify full penetration. A square butt joint on thick plate without a gap is a recipe for lack of penetration failure.
The High Stakes: Consequences of Failing to Meet CJP Requirements
Catastrophic Failure Modes
Ignoring the CJP need for weld doesn't just mean a weaker joint; it invites specific, predictable failure modes. The most insidious is fatigue failure. A PJP weld root acts as a pre-existing crack. Under cyclic stress, this "crack" grows with each cycle until the remaining cross-section can no longer support the load, leading to sudden, often catastrophic failure with little to no plastic deformation as a warning sign. History is littered with examples: bridge collapses, crane failures, and pipeline ruptures traced back to inadequate weld penetration.
Another critical risk is brittle fracture, especially in steels with a ductile-to-brittle transition temperature (DBTT). A sharp flaw like an unfused root can significantly lower the fracture toughness of a joint. If the component operates at low temperatures or experiences a sudden impact, the crack can propagate rapidly and without warning. For applications involving leak-tightness, a lack of full penetration provides a direct, albeit sometimes microscopic, path for fluids or gases to escape. In a chemical plant or a submarine, this is unacceptable. The financial, environmental, and human cost of such failures dwarfs the incremental cost of performing a proper CJP weld.
Legal and Regulatory Repercussions
Beyond the physical danger, failing to meet specified CJP requirements has severe legal and professional consequences. Welding is a regulated activity under codes like AWS D1.1 (Structural Steel), ASME Section IX (Pressure Vessels), and API 1104 (Pipelines). A weld that is called out as CJP but is found to be PJP during inspection is a non-conformance. This can lead to:
- Rework or scrap costs: Cutting out and re-welding a flawed joint is expensive and time-consuming.
- Project delays: Inspection hold-ups and repair cycles can derail schedules.
- Loss of certification: A fabrication shop's quality control procedures and welder qualifications can be suspended or revoked.
- Liability in failure: If a failure occurs and it's discovered that CJP was specified but not achieved, the responsible parties (fabricator, contractor, engineer) face immense liability in lawsuits, regulatory fines, and criminal charges, especially if injuries or fatalities occur.
Mastering CJP: Practical Implementation and Quality Assurance
Welding Processes and Procedures
Achieving reliable CJP requires more than just a skilled welder; it demands a controlled, engineered process. Common processes for CJP include:
- Shielded Metal Arc Welding (SMAW): Versatile but highly operator-dependent. Requires careful joint preparation, precise stringer or weave bead technique, and often multiple passes.
- Gas Metal Arc Welding (GMAW/MIG): With proper parameters (voltage, travel speed, wire feed) and technique (often a slight weave for thicker sections), it can produce excellent CJP. Pulsed GMAW is particularly effective for controlling penetration and minimizing spatter.
- Flux-Cored Arc Welding (FCAW): Similar to GMAW but with higher deposition rates, suitable for out-of-position CJP welds with the right filler metal.
- Submerged Arc Welding (SAW): The premier process for high-speed, high-quality CJP on thick plate in the flat position, offering deep penetration and excellent weld metal properties.
- Gas Tungsten Arc Welding (GTAW/TIG): The gold standard for precision and quality, especially on critical, thin, or reactive materials (like stainless steel or aluminum). It provides exceptional control over the weld pool and is often used for the root pass of a CJP weld to ensure flawless fusion.
A qualified Welding Procedure Specification (WPS) is the blueprint for achieving CJP. It details the exact process, filler metal, base metal, joint design, preheat and interpass temperatures, welding parameters (amperage, voltage, travel speed), and technique (e.g., stringer bead, weave, number of passes). ** welder qualification** is equally critical; a welder must demonstrate the ability to produce a test weld that meets the CJP requirements and passes all required destructive (bend tests, tensile tests) and non-destructive testing (NDT) on the qualification coupon.
The Critical Role of Joint Preparation and Fit-Up
You cannot overstate the importance of joint preparation for CJP. "Garbage in, garbage out" applies profoundly here. The joint faces must be perfectly clean—free of rust, scale, oil, paint, and moisture. Any contaminant can cause porosity, lack of fusion, or hydrogen-induced cracking. The bevel angle, root face, and root gap must be machined or cut to the precise dimensions specified in the WPS. Too small a root gap can prevent root penetration; too large a gap can cause excessive burn-through or a concave root face. Proper fit-up and alignment are crucial. Misalignment (high-low) can cause the welder to burn through on the high side and lack penetration on the low side. Tack welds must be sound and properly placed to hold the joint rigidly.
Inspection and Verification: Proving the CJP Was Achieved
The CJP need for weld is only satisfied when it is verified. Inspection is not optional; it is an integral part of the process.
- Visual Inspection (VT): The first and most basic check. The welder and inspector examine the weld face and, if accessible, the root side (for single-sided welds) for uniform appearance, adequate reinforcement, and absence of defects like undercut or cracks. However, VT cannot confirm internal soundness.
- Radiographic Testing (RT) or X-ray: The traditional method for verifying internal soundness and penetration. A radiograph can reveal lack of fusion, slag inclusions, and porosity. For CJP verification, the radiograph must show a continuous, dense weld metal throughout the thickness with no indications of unmelted base metal at the root.
- Ultrasonic Testing (UT): A highly effective, versatile, and safer (no radiation) alternative to RT. A skilled technician uses sound waves to map the weld's internal structure. UT can accurately measure weld thickness, detect lack of sidewall or root fusion, and determine if full penetration has been achieved. It is now the preferred method for many CJP applications.
- Destructive Testing: Often used during procedure and welder qualification. Root bend tests (face or side bend) are specifically designed to test the root of the weld for fusion and penetration. A properly performed CJP weld will bend without opening up at the root.
Debunking Myths and Answering Key Questions About CJP Welding
"Is CJP Always Required? Can't I Just Use a Bigger Fillet Weld?"
This is a dangerous misconception. A fillet weld, even a very large one, develops its strength based on its throat dimension (the shortest distance from the root to the face). Its theoretical strength is a fraction of the base metal's tensile strength. For a tensile-loaded butt joint, the design intent is to have the weld metal itself fail before the base metal. A fillet weld in a butt joint configuration would likely fail at the weld throat long before the base metal yields, and it does nothing to address the root discontinuity if it's not a full penetration weld. The CJP need for weld is dictated by engineering design calculations, not by convenience.
"What's the Cost Difference Between CJP and PJP?"
While CJP welds typically require more labor (more passes, more time), more stringent preparation, and more rigorous inspection, framing it as just "cost" is misleading. The real question is the cost of failure. The incremental cost of performing a CJP weld versus a PJP weld is usually a small percentage of the total fabrication cost. The cost of a failure—in terms of equipment destruction, project downtime, legal liability, and reputational damage—is almost always orders of magnitude higher. Investing in proper CJP is not an expense; it's a risk mitigation strategy and a fundamental component of quality.
"Can I Use a Fillet Weld to Reinforce a PJP Butt Weld to Make it Equivalent to CJP?"
No. Adding a fillet weld over the face of a PJP butt weld does not address the root discontinuity. The stress concentration at the unfused root remains. The fillet weld may carry some additional load, but the joint's overall fatigue life and fracture toughness are still governed by the weakest link—the PJP root. Engineering standards do not recognize this as a substitute for true CJP. The only way to achieve the properties of a CJP joint is to have a weld that is sound and fully penetrating through the entire joint thickness.
The Future of CJP: Automation, Data, and Advanced Assurance
Automated and Robotic Welding for Consistent CJP
One of the most significant trends improving the reliability of CJP welds is the adoption of automated and robotic welding systems. These systems, when programmed with a validated WPS, can execute the same precise parameters (travel speed, arc length, weave pattern) with unwavering consistency, eliminating much of the human variability that can lead to penetration defects. Coupled with advanced sensing (like laser vision systems for seam tracking and adaptive control), robots can maintain perfect fit-up compensation and arc parameters, ensuring every meter of weld meets the CJP specification. This is particularly valuable for long, repetitive welds in pipelines and shipbuilding.
Digital Workflows and Traceability
The industry is moving towards digital welding packages that integrate WPS management, welder qualification tracking, and NDT results. For a critical CJP weld, every parameter—from the specific batch of filler metal used to the interpass temperature recorded by a sensor—can be logged and tied to that specific weld joint via a unique identifier. This creates an immutable digital thread of quality data. If an issue ever arises in the field, investigators can trace back exactly how that weld was made, by whom, with what materials and settings. This level of traceability is becoming a requirement for the most critical projects in aerospace, energy, and infrastructure.
Conclusion: The Unwavering Foundation of CJP Welding
The CJP need for weld is not a suggestion or a best practice; it is a non-negotiable engineering imperative born from the relentless demands of physics and safety. It represents the highest standard of weld integrity, where the joint seamlessly becomes one with the base material it connects. From the seismic bracing of a skyscraper to the mile-deep riser of an offshore oil platform, CJP welds are the silent, invisible guardians of structural integrity. Choosing to implement CJP correctly—through meticulous joint preparation, a qualified procedure, a skilled welder, and rigorous verification—is a direct investment in the longevity, safety, and ultimate success of any engineered system.
Conversely, treating CJP as optional or substituting it with inferior methods is a gamble with stakes that include catastrophic failure, legal ruin, and, most importantly, human life. As fabrication technologies evolve with automation and digital traceability, the ability to achieve and prove CJP with even greater consistency will improve. However, the fundamental principle remains unchanged: when the design calls for full strength and maximum durability, there is no substitute for complete joint penetration. Understanding and respecting this principle is what separates amateur fabrication from professional, responsible engineering. The next time you see "CJP" on a drawing, see it not as a complication, but as the blueprint for true strength.