Mastering The Flame: The Ultimate Guide To Welding With An Oxy-Acetylene Torch
Ever wondered how skilled welders create strong, precise bonds using just a flame? In an age of high-tech automated welding systems and complex electrical processes, the humble oxy-acetylene torch remains a cornerstone of metalworking. This versatile tool, often called gas welding or oxy-fuel welding, offers unparalleled control, portability, and the unique ability to both weld and cut. Whether you're a DIY enthusiast tackling a backyard project, a student in a vocational program, or a seasoned fabricator needing a portable solution, understanding welding with an oxy acetylene torch is a fundamental skill that connects you to the very roots of the trade. This guide will demystify the process, taking you from safety fundamentals to advanced techniques, ensuring you can harness this powerful tool with confidence and precision.
Why the Oxy-Acetylene Torch Remains a Metalworker's Best Friend
Before diving into the "how," it's crucial to understand the "why." In a world of MIG, TIG, and stick welders, why does the oxy-acetylene setup still hold such esteem? The answer lies in its sheer versatility and independence. Unlike electric welding, which requires a power source, the oxy-acetylene torch is completely portable. You can take it to a job site, up a ladder, or into a field with nothing but your gas cylinders and a spark lighter. This makes it indispensable for repair work, agricultural equipment, and artistic sculpture where access to electricity is limited or impossible.
Furthermore, the flame temperature of a properly adjusted oxy-acetylene torch reaches approximately 5,620°F (3,100°C) in the neutral flame, hot enough to melt most common metals. But its true magic is in the control it offers the welder. You are literally holding the heat in your hands, allowing for nuanced manipulation of the weld puddle that is harder to achieve with some automated processes. This level of tactile feedback is invaluable for welding thin materials where burn-through is a constant threat, or for intricate work on sheet metal. It's also the primary method for brazing and soldering, joining dissimilar metals with a lower-melting-point filler, and for flame cutting thick steel—a function electric processes cannot replicate. For many, learning to weld with an oxy-acetylene torch is not just about joining metal; it's about developing an intuitive feel for heat and material that forms the foundation for all other welding skills.
Safety First: The Non-Negotiable Foundation of Oxy-Acetylene Work
Welding with an oxy acetylene torch is inherently hazardous. You are handling high-pressure, flammable gases and generating an intense, open flame. Complacency is the enemy. A rigorous safety protocol is not a suggestion; it is the absolute bedrock of competent practice. Before you even think about lighting the torch, your workspace and personal protective equipment (PPE) must be impeccable.
Your Essential Personal Protective Equipment (PPE)
Your body is your most important tool, and you must shield it from multiple threats: extreme heat, blinding ultraviolet/Infrared radiation, sparks, and flying debris.
- Eyes and Face: A proper welding helmet with a #5 to #8 shade lens (darker for higher amperage/brighter light) is mandatory. Never look at the weld puddle without protection, as "arc eye" or "welder's flash" is an excruciatingly painful corneal sunburn. For grinding or cutting, safety glasses with side shields are required under the helmet.
- Hands and Body: Heavy, flame-resistant welding gloves (leather, specifically for welding) are essential. They must be free of holes, oil, or grease. Wear long-sleeved, flame-retardant clothing—a dedicated welding jacket or heavy cotton/leather shirt and pants. Avoid synthetic fabrics like polyester, which can melt onto your skin.
- Feet: High-top, leather steel-toed boots are the standard. They protect against falling objects, sparks, and hot metal spatter.
Workspace Preparation and Gas Handling
Your environment must be a controlled fire zone.
- Ventilation: Always work in a well-ventilated area, preferably outdoors. Welding fumes contain metal oxides and gases that are toxic when inhaled. Never weld in a confined space without forced air ventilation and a safety monitor.
- Fire Hazards: Clear a minimum 10-foot radius of all flammable materials: paper, cloth, solvents, wood, and fuels. Have a Class ABC fire extinguisher and a bucket of sand or water readily accessible. Be aware of fire hazards above you (e.g., wooden beams) and below you (e.g., floor drains that can channel fumes).
- Gas Cylinder Security: This is critical. Acetylene is notoriously unstable under pressure. It must never be handled, stored, or transported on its side. It must always be used and stored upright. Oxygen cylinders, while more stable, are under extremely high pressure (up to 2200 PSI). Both cylinders must be:
- Secured upright to a wall, cart, or post with a chain or strap.
- Fitted with the correct regulators for their specific gas.
- Have valve protection caps screwed on when not in use or during transport.
- Stored separately, at least 20 feet apart or separated by a firewall, to prevent a fire from involving both tanks.
- The "No Oil, No Grease" Rule: This is the cardinal rule of oxy-fuel work. Oil or grease in the presence of oxygen can cause a violent, instantaneous explosion. Never use oil or grease on any regulator, hose, torch, or cylinder valve connection. Keep all components scrupulously clean.
Understanding Your Equipment: The Oxy-Acetylene Torch System
A proper oxy-acetylene welding setup is a symphony of components working together. Knowing each part's function is key to troubleshooting and safe operation. The system consists of:
- Cylinders: One for oxygen (O₂, green tank in the US), one for acetylene (C₂H₂, red tank). Acetylene cylinders are filled with a porous material soaked in acetone, which dissolves the gas, allowing it to be safely extracted.
- Regulators: These reduce the high cylinder pressure to a safe, usable working pressure (typically 5-15 PSI for acetylene, 5-20 PSI for oxygen, depending on tip size). Each gas has its own regulator, which must be matched to the cylinder valve.
- Hoses: Two separate, color-coded hoses connect the regulators to the torch. Green is for oxygen, red is for fuel (acetylene). They are not interchangeable. Check for cracks, leaks, or damage before every use.
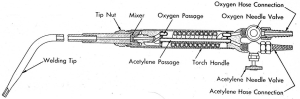
- Torch: The handheld tool. It has separate valves for oxygen and acetylene, a mixing chamber (where gases combine), and a removable welding tip (or cutting tip). The tip orifice size determines the flame's heat output and is selected based on metal thickness.
- Tip: The business end. Tips are numbered (e.g., #00, #0, #1, #2...). Larger numbers mean larger orifices and more heat. Using a tip too small for the metal thickness will result in a weak weld; using one too large will burn through.
Assembly Sequence: Connect hoses to torch and regulators (ensure correct color match). Open cylinder valves slowly (1/4 turn for acetylene, all the way for oxygen). Adjust regulator knobs to set the working pressure. Purge each hose line by opening its respective torch valve briefly to blow out any debris. Never light a torch without first purging the lines.
Mastering the Flame: The Heart of the Process
The single most important skill in oxy-acetylene welding is learning to identify and adjust the correct flame type. The flame is your indicator of the gas mixture. There are three primary types:
- Carburizing (or Reducing) Flame: This occurs when there is excess acetylene. It has a feathered inner cone (acetylene feather) and a blue outer envelope. It is sooty and not hot enough for welding steel. It adds carbon to the weld zone, which can be useful for hardfacing or certain braze welds but is generally avoided for steel welding as it makes the metal brittle.
- Neutral Flame: This is the standard flame for welding steel. Achieved by slowly adding oxygen until the distinct inner cone is sharp, well-defined, and has a luminous blue color. The feathered acetylene tip disappears. It is chemically neutral, meaning it neither adds nor removes carbon from the weld metal. It is the hottest flame for acetylene.
- Oxidizing Flame: This occurs with excess oxygen. The inner cone becomes shorter, sharper, and purplish-white, and the outer envelope becomes very short or disappears. It is hotter than the neutral flame but oxidizes the molten metal, creating a brittle, porous weld with a rough surface. It is rarely used for welding but is essential for brazing certain alloys (like copper) and for some cutting operations.
Adjustment Technique: Start with both torch valves closed. Open the acetylene valve slightly and light with a spark lighter. Then slowly open the oxygen valve while observing the flame. Your goal is to eliminate the acetylene feather and achieve that sharp, blue inner cone. Practice this adjustment repeatedly until it becomes second nature. The sound also changes: a neutral flame has a steady "hiss," while a carburizing flame has a "hissing" or "roaring" quality with a distinct acetylene feather.
Core Welding Techniques: From Puddle to Penetration
With a perfect neutral flame, you're ready to weld. The fundamental technique for gas welding steel is the forehand or left-hand method for thin materials and the backhand or right-hand method for thicker materials.
The Forehand (Left-Hand) Weld
- Technique: The torch is held at a 60-70° angle from the workpiece, pointing away from the direction of travel. The filler rod is added to the leading edge of the weld puddle.
- Use For: Thin sheet metal (up to 1/8"). The flame preheats the metal ahead of the puddle, allowing for good control and preventing burn-through.
- Motion: A series of small, circular or oscillating motions to keep the puddle small and fluid.
The Backhand (Right-Hand) Weld
- Technique: The torch is held at a 60-70° angle, but now it points back over the completed weld. The filler rod is added to the back of the puddle.
- Use For: Thicker plate (over 1/8"). The flame preheats the already-filled weld bead and the base metal behind the puddle, providing deeper penetration and better fusion for thicker sections.
- Motion: A steady, forward motion with the torch leading and the filler rod following just behind the puddle's trailing edge.
Key Tips for Success:
- Fit-up is Everything: Joints must be properly prepared—clean, free of paint, rust, and oil, with consistent gaps (usually 1/16" to 1/8" for butt joints). Poor fit-up cannot be fixed by welding skill.
- Puddle Control: The goal is to create a weld puddle of the correct size—large enough to fuse the pieces but not so large it drips or burns through. Watch the edges of the puddle melt; when the base metal at the edges becomes fluid and merges with the puddle, you have fusion.
- Travel Speed: Too slow = burn-through, excessive convexity. Too fast = lack of fusion, narrow concave weld. Practice on scrap to find the rhythm.
- Filler Rod Addition: The rod must be kept in the hot outer flame when not in the puddle to prevent oxidation. Touch it to the leading edge (forehand) or trailing edge (backhand) of the puddle so it melts by conduction, not by direct flame.
Beyond Welding: Cutting and Brazing with the Same Torch
One of the greatest advantages of the oxy-acetylene system is its multi-functionality. With a simple tip change, your welder becomes a powerful cutter and brazer.
Oxy-Acetylene Cutting (Flame Cutting)
This process is for carbon steel only. It uses a high-pressure stream of pure oxygen to burn (oxidize) the heated metal, blowing the molten oxide away.
- Cutting Tip: Has a central orifice for the preheat flames (oxygen/acetylene) and a surrounding, larger orifice for the high-pressure cutting oxygen jet.
- Process: Heat the steel to its ignition temperature (bright cherry red) with the preheat flames. Then press the cutting oxygen lever. The oxygen jet reacts violently with the hot steel, creating a narrow, clean cut. The operator then moves the torch steadily forward.
- Best For: Cutting thick plate (1/4" and up), demolition, and shaping where precision is secondary to speed.
Oxy-Acetylene Brazing
This joins metals using a filler metal (brass or bronze rod) with a melting point below the base metals' melting points. The flame heats the base metals, and capillary action draws the molten filler into the joint.
- Flame: Often an oxidizing flame is used for brazing copper, as it cleans the surface. For steel, a neutral flame is typical.
- Flux: A chemical flux (paste or powder) is almost always used to prevent oxidation and promote wetting.
- Applications: Joining dissimilar metals (copper to steel), repairing cast iron, plumbing, and creating strong, corrosion-resistant joints without melting the base material.
The Modern Context: Pros, Cons, and When to Choose Oxy-Acetylene
Advantages
- Portability: No power source required.
- Versatility: Welds, cuts, brazes, heats, and bends metal.
- Control: Excellent for thin materials and intricate work.
- Cost: Initial setup cost is often lower than a quality MIG/TIG machine.
- Quiet & Simple: No noisy generators or complex electronics.
Disadvantages
- Slower: Significantly slower than electric arc welding for long, straight seams.
- Skill Intensive: Requires more practice to master than MIG welding.
- Less Consistent: More susceptible to drafts and operator fatigue.
- Safety Complexity: Managing two high-pressure gas cylinders adds a layer of hazard.
- Not for All Metals: Unsuitable for reactive metals like aluminum, magnesium, or titanium (which require inert gas shielding).
| Feature | Oxy-Acetylene (Gas) | MIG (GMAW) | TIG (GTAW) |
|---|---|---|---|
| Primary Use | Welding, Cutting, Brazing | Welding (Steel, Aluminum) | Welding (All Metals, Thin) |
| Portability | Excellent (No power) | Good (Needs Generator) | Fair (Needs Power/Inverter) |
| Skill Level | Very High | Moderate | Very High |
| Speed | Slow | Fast | Slow |
| Material Thickness | Thin to Thick | Thin to Thick | Extremely Thin to Thick |
| Metals | Steel, Cast Iron | Steel, Aluminum, Stainless | All Metals |
| Cost to Start | Medium | Medium-High | High |
Choose Oxy-Acetylene when: You need portability, you're doing repair/fabrication in the field, you need to cut thick steel, you're working on thin sheet metal, or you're brazing. It remains a vital tool in the professional fabricator's truck and the serious hobbyist's garage.
Maintenance, Troubleshooting, and Best Practices
A well-maintained system is a safe and efficient one.
- Daily: Check hoses for cracks. Purge lines before and after use. Store cylinders upright, secured, with caps on. Keep torch and tip clean of spatter and debris. Use tip cleaners (tiny wires) for clogged orifices.
- Weekly/Monthly: Inspect regulator diaphragms and seals for leaks using a soapy water solution. Never use a flame to check for leaks! Tighten all connections. Have cylinders professionally inspected and recertified as required by law (usually every 5-10 years).
- Common Issues & Fixes:
- Pop-off or Flashback: A popping sound at the torch or regulator indicates flame burning back into the hose (flashback). IMMEDIATELY CLOSE BOTH TORCH VALVES, THEN OXYGEN CYLINDER VALVE, THEN ACETYLENE. This is often caused by a blocked tip, incorrect pressures, or a worn tip. Clean or replace the tip, ensure pressures are correct (low acetylene pressure is a common culprit).
- Hissing or Erratic Flame: Usually indicates a leak in a connection or a cracked hose. Perform a soap bubble test.
- Poor Penetration/Weak Weld: Check for correct tip size, proper neutral flame, correct travel speed, and adequate joint fit-up. Dirty metal is the #1 cause of poor welds.
Conclusion: The Enduring Flame
Welding with an oxy acetylene torch is more than a process; it's a craft. It demands respect, patience, and practice. The connection between the welder's hands, the hiss of the gases, and the dance of the molten puddle creates a level of engagement that few modern processes can match. While technology has given us faster, more automated alternatives, the fundamental principles of heat control, material science, and joint preparation you learn with an oxy-acetylene torch will make you a better welder, regardless of the machine you eventually pick up. It teaches you to see the metal, to feel the heat, and to understand the metallurgy happening at the weld zone.
Start with the safety protocols—make them a ritual. Spend hours just adjusting flames on scrap steel. Master the neutral flame. Practice bead placement on flat plate until you can lay a consistent, uniform stringer bead. Then move to joints. Embrace the mistakes; each burn-through, each lack of fusion, is a lesson. The skills you build at the oxy-acetylene torch are timeless. They are the foundation upon which all advanced welding knowledge is built. So light that torch, adjust to that perfect blue cone, and begin. The mastery of the flame awaits.